


સામાન્ય તકનીક
જીબી / ટી 19228.2-2011
સ્ટેનલેસ સ્ટીલ ટ્યુબ માટે સામાન્ય તકનીકી આવશ્યકતાઓ
જીબી / ટી 19228-2011 જીબી / ટી 12771-2008 પર આધારિત છે, તેથી નીચેની તકનીકી આવશ્યકતાઓ અન્ય સામાન્ય હેતુવાળા સ્ટેનલેસ સ્ટીલ ટ્યુબ પર પણ લાગુ પડે છે.
Ⅰ. કદ અને સહનશીલતા
ગોળપણું: બાહ્ય વ્યાસની મંજૂરી યોગ્ય વિચલન સી ± 0.5% ડી, ડીએન 150-300, ડીએન 150 ની નીચે 0.75% ડી છે;
જાડાઈ: મંજૂરીપાત્ર વિચલન: ± 10% એસ;
લંબાઈ: 3000-9000 મીમી, પણ જરૂરી મુજબ કસ્ટમાઇઝ કરી શકાય છે, સ્વીકાર્ય વિચલન: 0 ~ +20 મીમી;
બેન્ડિંગ ડિગ્રી: 2 મીમી / એમ;
Opeાળ: સ્ટીલ પાઇપ બંદરની opeાળ નીચેના કોષ્ટકમાં આવશ્યકતાઓને પૂર્ણ કરવી જોઈએ.
Ⅱ. વજન ગણતરી પદ્ધતિ
સ્ટેનલેસ સ્ટીલ ટ્યુબ સામાન્ય રીતે સૈદ્ધાંતિક વજન અનુસાર વિતરિત કરવામાં આવે છે, અને તે વાટાઘાટ પછી વાસ્તવિક વજન અનુસાર પણ વિતરિત કરી શકાય છે. જ્યારે સૈદ્ધાંતિક વજન મુજબ વિતરિત કરવામાં આવે છે, ત્યારે સૈદ્ધાંતિક વજન સૂત્ર (I) અનુસાર ગણવામાં આવે છે
| સ્ટેનલેસ સ્ટીલ સીલ અને સૈદ્ધાંતિક વજન ફોર્મ્યુલા | |||||
| ના. | નવો ગ્રેડ | ઓલ્ડ ગ્રેડ | ઘનતા | રૂપાંતરિત ફોર્મ્યુલા | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 છે | ડબલ્યુ = 0.024 91 એસ (ડીએસ) | |
| 2 | 022Cr19Ni10 | 00 સીઆર 19 એન 10 | 7.90 | ડબલ્યુ = 0.024 82 એસ (ડીએસ) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | ડબલ્યુ = 0.025 13 એસ (ડીએસ) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | ડબલ્યુ = 0.025 13 એસ (ડીએસ) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | ડબલ્યુ = 0.024 35 એસ (ડીએસ) | |
| સ્ટેનલેસ સ્ટીલ ટ્યુબ બંદરનું સ્લેંટિંગ | |
| ટ્યુબનો બાહ્ય વ્યાસ | ≤ 斜 ≤ સ્લેંટિંગ≤ |
| .20 | 1.5. .૦ |
| -20-50 | 2.0 |
| -10 50-108 | 3.0 |
ડબલ્યુ = π ‰ એસ (ડીએસ) ρ ………………. (1)
નૉૅધ:
ડબલ્યુ kil મીટર દીઠ કિલોગ્રામ (કિગ્રા / મીટર) માં સ્ટીલ ટ્યુબનું સૈદ્ધાંતિક વજન;
Π = 3.1416;
એસ — સ્ટીલ ટ્યુબની નજીવી દિવાલની જાડાઈ, મિલીમીટર (મીમી) માં;
ડી mill મીલીમીટર (મીમી) માં સ્ટીલ ટ્યુબનો નજીવો બહારનો વ્યાસ:
પી - કિલો / ડીએમ 3 માં સ્ટેઈનલેસ સ્ટીલની ઘનતા, કૃપા કરીને દરેક ગ્રેડની ઘનતા માટે નીચેના કોષ્ટકને તપાસો.
| તકનીકી આવશ્યકતાઓ | |||
| સ્ટીલ ટ્યુબની સામગ્રીની ગ્રેડ અને લાગુ શરતો નીચેની આવશ્યકતાઓને પૂરી કરવી જોઈએ | |||
| ના. | નવો ગ્રેડ | ઓલ્ડ ગ્રેડ | લાગુ શરતો |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00 સીઆર 19 એન 10 | શુદ્ધ પાણી, દૈનિક પીવાનું પાણી, હવા, તબીબી ગેસ, ઠંડુ પાણી, ગરમ પાણી, વગેરે પીવું. |
| શુદ્ધ પાણી, ઠંડુ પાણી, ગરમ પાણી, વગેરે પીવું. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 06Crl9NilO કરતા વધુ કાટ પ્રતિકારની આવશ્યકતા એપ્લિકેશન |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 06Cr17Ni12Mo2 કરતા વધારે કાટ પ્રતિકારની આવશ્યકતા એપ્લિકેશન |
માધ્યમમાં ઉચ્ચ ઓક્સિજન આયનો સાથે લાગુ વાતાવરણ
| સ્ટેનલેસ સ્ટીલ ટ્યુબ્સની ગ્રેડ અને રાસાયણિક રચના (સ્મેલ્ટિંગ એનાલિસિસ) | ||
| ના. | યુનિફાઇડ ડિજિટલ કોડ | રાસાયણિક રચના (માસ અપૂર્ણાંક) /% |
| સ્ટીલ પાઇપના યાંત્રિક ગુણધર્મો નીચેના કોષ્ટકમાં આવશ્યકતાઓને પૂર્ણ કરવા જોઈએ。 |
ઉલ્લેખિત બિન-પ્રમાણસર વિસ્તરણ શક્તિ
ટેન્સિલ સ્ટ્રેન્થ આરએમ / એમપીએ
અસ્થિભંગ પછી વિસ્તૃત એ /%
હીટ ટ્રીટમેન્ટની સ્થિતિ
બિન-ગરમીની સ્થિતિ
પ્રોડક્ટ શોકેસ
ઉત્પાદન કેસ
વર્ણન
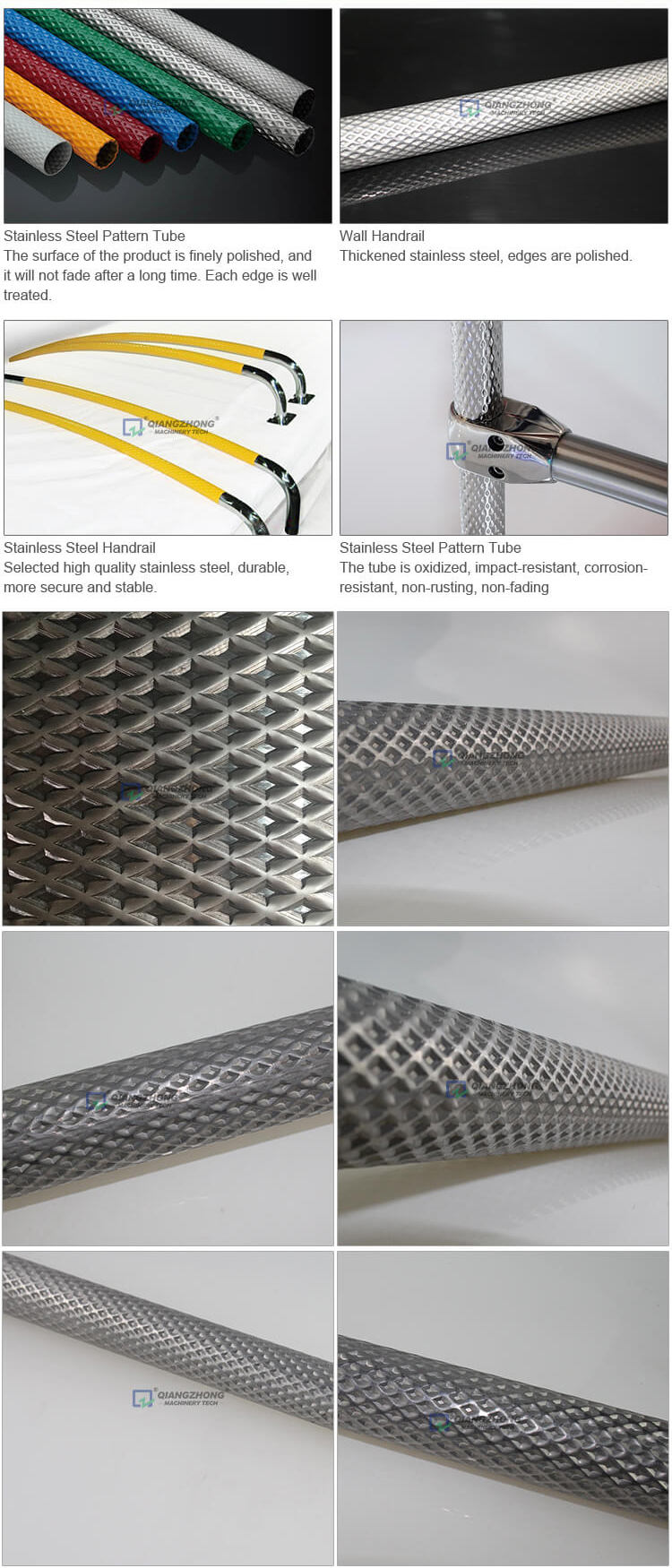
સ્ટેઈનલેસ સ્ટીલ પેટર્ન ટ્યુબ
- ટ્યુબ મુખ્યત્વે વેલ્ડેડ ટ્યુબ અથવા પેટર્ન ટ્યુબ હોય છે, સામાન્ય રીતે હેન્ડ્રેઇલ અથવા ડેકોરેશન તરીકે વપરાય છે, જેની સામગ્રી સામાન્ય રીતે 304 સ્ટેનલેસ સ્ટીલ અથવા વધુ સારી હોય છે. તેની ઉત્પાદન પ્રક્રિયા એ છે કે પ્રથમ સ્ટીલ સ્ટ્રીપ દ્વારા પેટર્ન ટ્યુબને દબાવવી, અને પછી એકંદર મોલ્ડિંગ વેલ્ડીંગ, અને અંતે અથાણું અને પોલિશ કરવું.
- તે સામાન્ય રીતે ડાયમંડ પેટર્ન અથવા ગોળાકાર પેટર્ન હોય છે, જેમાં સ્ટીલ સ્ટ્રીપ એમ્બ્સિંગ અને સ્ટીલ કોઇલ રચે છે અને વેલ્ડિંગ બનાવે છે.
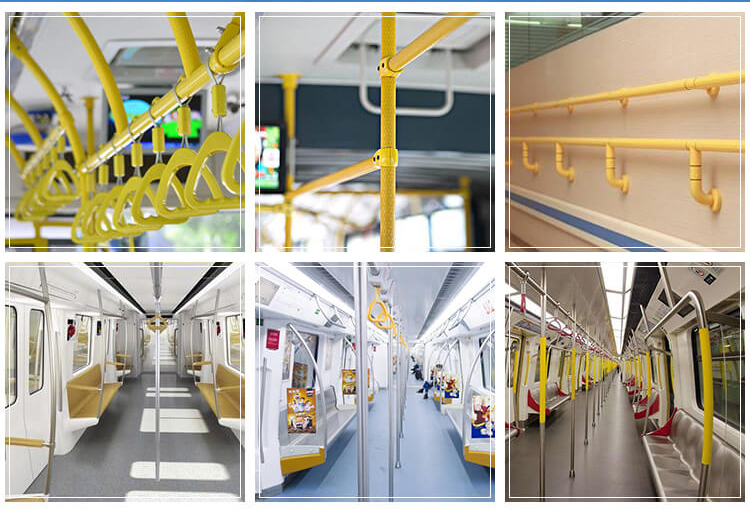
તેનો વ્યાસ સામાન્ય રીતે 22 મીમી-48 મીમી છે, મુખ્ય એપ્લિકેશન: ઘરની સજાવટ, દાદર બેરીકેડ હેન્ડ્રેઇલ, પાઇપ હેન્ડલ્સ, કાર હેન્ડરેલ્સ, વગેરે.
| φ25 x 1.5φ32 x 1.5 | કાર, બસ |
| φ30 x 2.0 | જાપાન |
| x32 x 2φ32 x 2.5 | ચીન |
| φ35 x1.5φ35 x 2.0 φ35 x 2.5 φ35 x 3.0 |
હોંગકોંગ, દક્ષિણ કોરિયા |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ઇયુ |
સ્ટેઈનલેસ સ્ટીલ હેન્ડરેઇલ ટ્યુબ, વ Wallલ હેન્ડ્રેઇલ ટ્યુબ, વિકલાંગો માટે હેન્ડરેઇલ ટ્યુબ
આ પ્રોડક્ટમાં નવીન રચના અને અગ્રણી તકનીક છે. હેન્ડ્રેઇલની લાક્ષણિકતાઓ અનુસાર, કાસ્ટિંગ અને પાઇપનું કાર્બનિક સંયોજન ખાતરી કરે છે કે હેન્ડ્રેલમાં highંચી શક્તિ અને સરળ સપાટીની રેખાઓ છે. હેન્ડ્રેઇલ સ્પ્લિંગિંગ પ્રક્રિયા સમસ્યાનું નિરાકરણ લાવે છે કે હેન્ડ્રેઇલ વેલ્ડિંગ પછી કેટલાક ખૂણાઓ સપાટીની સારવાર કરી શકતા નથી. તકનીકી આવશ્યકતાઓ અનુસાર, હેન્ડ્રેઇલની સપાટીને બ્રશ, રેતીના બ્લાસ્ટિંગ, નરલિંગ, સ્પ્રે પેઇન્ટિંગ અને સ્પ્રે મોલ્ડિંગ દ્વારા ઉપચાર કરી શકાય છે. ત્યારબાદ, સપાટીને ખાસ પ્રદૂષણ વિરોધી પ્રક્રિયામાં કરવામાં આવે છે, તે સુંદર દેખાવ બનાવે છે, તેલ મુક્ત અને સાફ સરળ છે. હેન્ડ્રેઇલ બનાવવા માટેની વિશેષ વેલ્ડીંગ પ્રક્રિયા વેલ્ડીંગની ગુણવત્તાની ખાતરી કરવા માટે operationપરેશન, ઉપકરણો અને પ્રક્રિયા પરિમાણોના પાસાઓથી સર્વાંગી નિરીક્ષણ કરવામાં આવે છે.
| φ25 x 1.5φ32 x 1.5 | કાર, બસ |
| φ30 x 1.2 | જાપાન |
| x32 x 2φ32 x 2.5 | ચીન |
| φ35 x 2.0φ35 x 2.5 φ35 x 3.0 |
હોંગકોંગ, દક્ષિણ કોરિયા |
| φ38 x 2.0φ38 x 2.5 φ38 x 3.0 |
ઇયુ |





